
Fiabilidad de los equipos: cómo garantizar su éxito

El objetivo número uno
La Sociedad Americana para la Calidad (ASQ) define fiabilidad como:
Probabilidad de que un producto, sistema o servicio desempeñe adecuadamente su función prevista durante un periodo de tiempo determinado o funcione en un entorno definido sin fallos.
La fiabilidad de los equipos es el objetivo número uno de cualquier programa de mantenimiento predictivo, pero a menudo los programas se inician sin haber completado el primer paso, el más importante: el mantenimiento predictivo. conozca la antigüedad y el rendimiento del equipo que tiene.
No ponga el carro delante de los bueyes
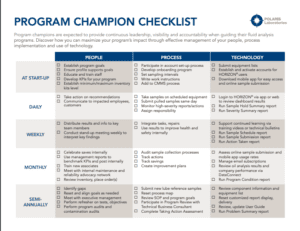
A menudo, los programas de mantenimiento preventivo se ponen en marcha sin tener suficiente conocimiento de los activos para tener éxito. Como se suele decir, "no hay que poner el carro delante de los bueyes". Antes de lanzar su programa, es importante:
- Encuesta | Haz inventario de todos los componentes mecánicos que poseas.
- Organice | Asegúrese de que están catalogados en un sistema informatizado de gestión del mantenimiento (GMAO) u otro sistema organizado.
- Rango | Reúna a un equipo para clasificar la criticidad de los equipos.
La clasificación de la criticidad puede basarse en distintos criterios. No hay una única forma correcta de hacerlo, pero lo importante que hay que tener en cuenta al evaluar la criticidad es el riesgo, principalmente la seguridad, la calidad y el coste. Por ejemplo, en POLARIS Laboratories® tenemos un programa de mantenimiento preventivo para todos nuestros instrumentos de laboratorio, pero si nuestro sistema de circulación de aire sufre una parada, ninguno de esos instrumentos puede funcionar. Es un equipo que a menudo se da por sentado, pero el riesgo asociado a cualquier tiempo de inactividad es catastrófico y repercute en la seguridad y el coste.
Una vez que sepa de qué equipos dispone y lo críticos que son para las operaciones, podrá empezar a evaluar su programa de análisis de fluidos y otras herramientas predictivas.
¿Se está sometiendo a las pruebas adecuadas?
Si el coste de los fallos de un activo concreto es elevado, puede que merezca la pena pagar por pruebas más avanzadas o realizar ferrografías analíticas de forma rutinaria. Si el coste es bajo, tal vez pueda reducir la frecuencia de muestreo de algunos de sus equipos. Hablamos a menudo de optimización del mantenimiento preventivo - hable con Laboratorios POLARIS® sobre cómo podemos ayudarle a optimizar sus intervalos de mantenimiento predictivo.
Impacto probado. Tiempo de actividad probado. Ahorro probado.
Déjenos demostrárselo.

















 Los datos de su programa de análisis de fluidos son una de las piedras angulares de su programa de fiabilidad de activos. Le ayudan a priorizar, planificar y supervisar sus actividades diarias de mantenimiento. En conjunto, también pueden ayudarle a tomar decisiones estratégicas para maximizar la vida útil de los activos, alcanzar sus objetivos empresariales y aumentar el rendimiento de la inversión.
Los datos de su programa de análisis de fluidos son una de las piedras angulares de su programa de fiabilidad de activos. Le ayudan a priorizar, planificar y supervisar sus actividades diarias de mantenimiento. En conjunto, también pueden ayudarle a tomar decisiones estratégicas para maximizar la vida útil de los activos, alcanzar sus objetivos empresariales y aumentar el rendimiento de la inversión.